


 Automatic Palletizing Robot
Automatic Palletizing Robot
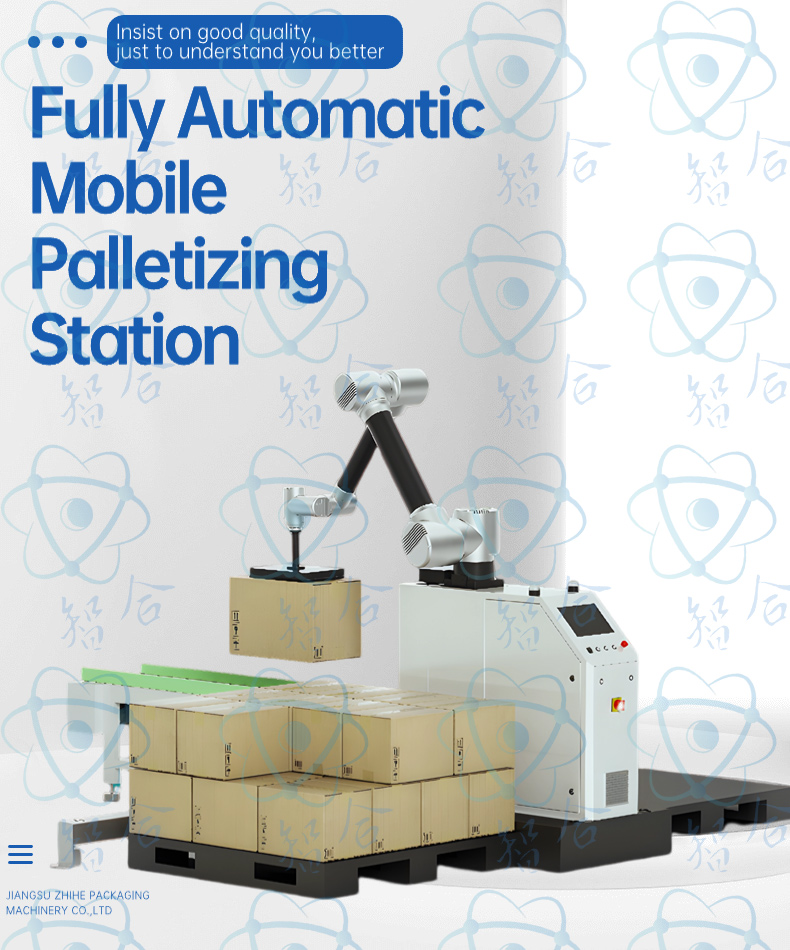
Automatic palletizing robot is an automated device used at the end of automated production lines to automatically stack packaged products, such as cardboard boxes, plastic boxes, bags, trays, etc., onto pallets according to preset stacking patterns and layers. This facilitates subsequent warehousing and transportation. The entire process, from product conveying to gripping, placing, and palletizing completion, is fully automated by the robot system without manual intervention.
1. Core Components
A typical automatic palletizing robot system usually consists of the following core components:
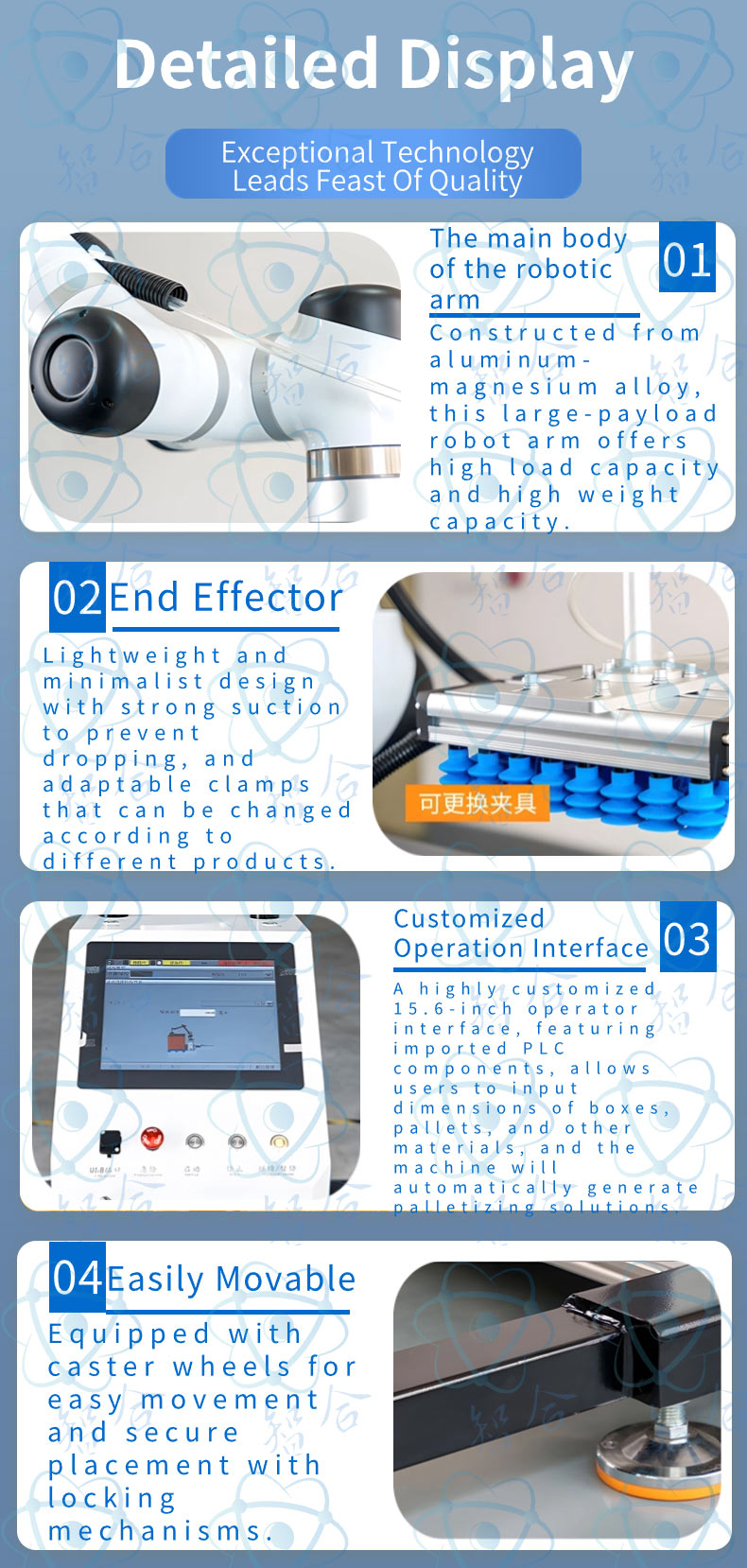
1.1 Robot Arm (Robot Body):
Type: The common type for palletizing robots is the articulated robot, which is widely favored in palletizing applications due to its flexibility and working range.
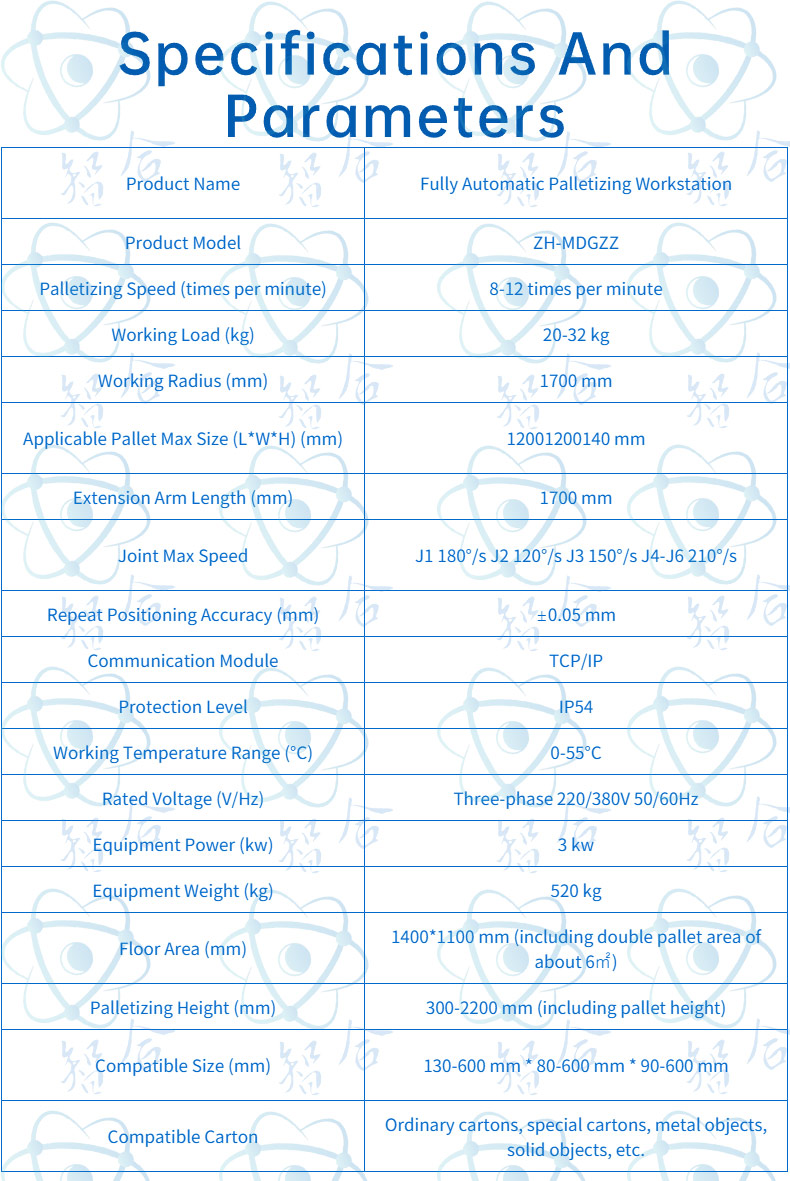
Degrees of Freedom (DOF): Our company’s palletizing robots have 4 degrees of freedom.
4-Axis Robot: Typically sufficient for simple flat palletizing tasks, such as stacking boxes. They possess four basic movements: arm extension, lifting, rotation, and wrist rotation.
Drive System: Servo motor driven, combined with a reducer and encoder, to achieve precise position control and motion. The servo motor provides power, the reducer increases torque and reduces speed to suit palletizing operations, and the encoder feeds back the motor shaft position information, forming a closed-loop control to ensure motion precision.
Mechanical Structure: Typically manufactured using high-strength, lightweight materials (such as aluminum alloy, carbon fiber) to ensure robot strength and rigidity while reducing inertia, improving response speed and motion efficiency. The robot’s joints are precisely designed to ensure smooth and reliable movement.
1.2 End-Effector (Gripper):
Function: The end-effector is the component that directly contacts the product and completes gripping and placing actions. Its design directly affects palletizing efficiency and product integrity.
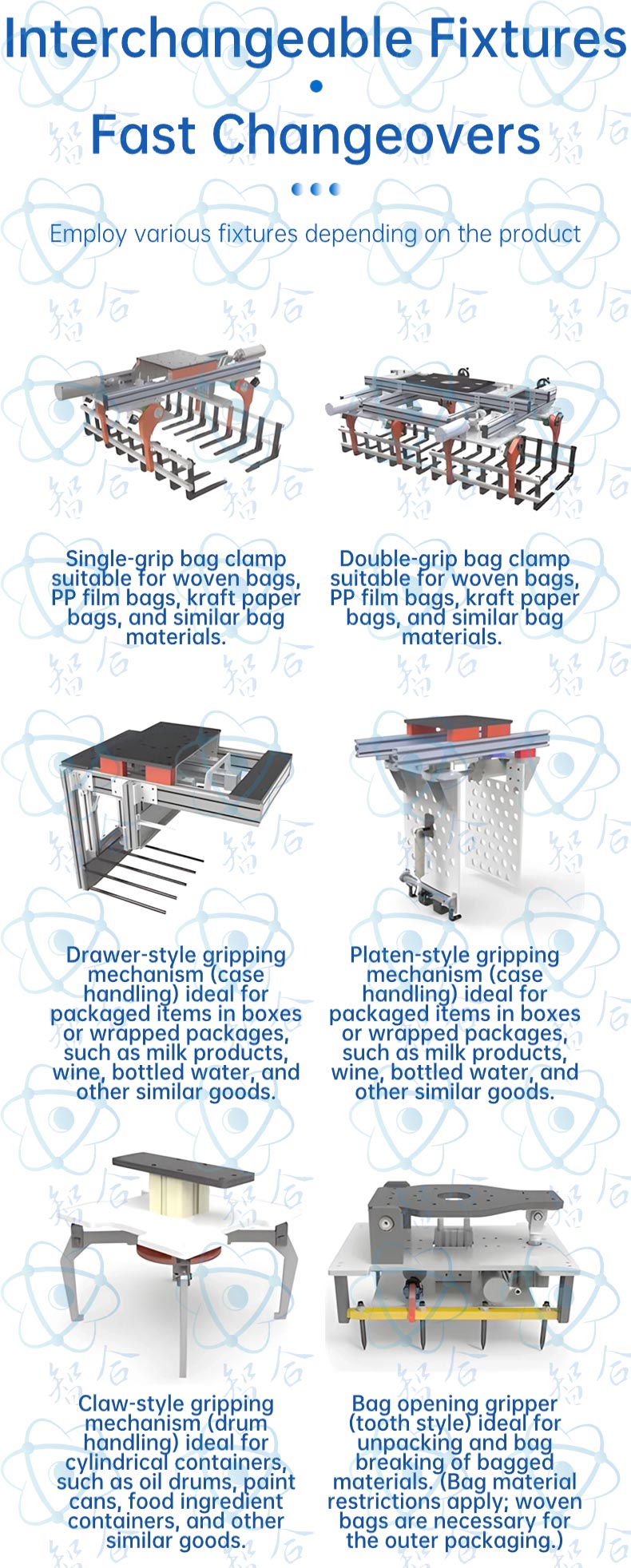
Types: According to the type of products being palletized, end-effectors can be divided into various types:
Pneumatic Gripper: Driven by air pressure, clamps products using plates or fingers. Suitable for products with certain rigidity such as cardboard boxes and plastic boxes. Simple design, low cost, and easy maintenance.
Vacuum Suction Cup: Utilizes a vacuum pump to generate negative pressure, adsorbing product surfaces with suction cups. Suitable for products with flat and airtight surfaces, such as cardboard boxes, bags, and glass bottles. The number and layout of suction cups are designed based on product size and weight.
Mechanical Gripper: Achieves gripping and releasing actions through mechanical structures driven by motors or cylinders. Suitable for products with irregular shapes or requiring special gripping methods, such as bagged products and桶-shaped products.
Hybrid End-Effector: To adapt to multiple product types, a hybrid design is sometimes adopted, for example, simultaneously equipped with vacuum suction cups and pneumatic grippers. By switching or combining them, palletizing of different products can be achieved.
Quick Changer: To adapt to the palletizing needs of different products on the production line, many palletizing robots are equipped with end-effector quick changers. Different types of end-effectors can be quickly replaced, improving equipment flexibility and production efficiency.
1.3 Control System:
PLC (Programmable Logic Controller): As the “brain” of the palletizing robot, the PLC is responsible for receiving sensor signals, executing preset programs, and controlling the coordinated movement of the robot arm, end-effector, conveyor line, and other equipment. Industrial-grade PLCs have high reliability, strong anti-interference ability, and good real-time performance, ensuring stable operation of the palletizing system.
Teach Pendant: Operators manually control robot movement through the teach pendant to perform program editing, parameter setting, and fault diagnosis. The teach pendant is usually equipped with a Human-Machine Interface (HMI) for convenient operator interaction.
Communication Protocols: Data exchange between components within the palletizing robot system and with external devices (such as host computers, conveyor lines, sensors, etc.) is achieved through industrial communication protocols. Common protocols include:
EtherCAT: High-performance real-time Ethernet protocol, suitable for high-speed, high-precision motion control applications.
PROFINET: Ethernet-based industrial communication protocol, widely used in industrial automation.
Modbus TCP/IP: Universal industrial communication protocol, easy to achieve interconnection and interoperability between different devices.
1.4 Conveyor System:
Function: Responsible for conveying products from the production line to the palletizing station and conveying the palletized pallets out. The design of the conveyor system directly affects palletizing efficiency and the degree of system automation.
Components:
Infeed Conveyor Line: Conveyor line that transports products from the end of the production line to within the working range of the palletizing robot. According to product type and conveying needs, roller conveyor lines, belt conveyor lines, chain conveyor lines, etc., can be selected. Equipped with product positioning sensors, such as photoelectric sensors and proximity sensors, used to detect the position of products so that the robot can accurately grip them.
Outfeed Conveyor Line: Conveyor line that transports palletized pallets out. Using roller conveyor lines or chain conveyor lines, palletized pallets can be transported to the warehouse or forklift pick-up location.
Pallet Conveyor Line: Conveyor line used to transport empty pallets and palletized pallets. Can be integrated with a pallet magazine or pallet dispenser to achieve automatic supply of empty pallets and automatic removal of palletized pallets.
Control: The start, stop, speed regulation, and direction control of the conveyor line are usually managed uniformly by the PLC control system and coordinated with the robot arm’s movement to ensure synchronization of product conveying and palletizing actions.
1.5 Base and Frame:
Function: To support and fix the robot arm, control cabinet, and other equipment, providing a stable working platform.
Design Requirements: Needs to have sufficient strength and rigidity to withstand the inertia and vibration generated by robot movement, ensuring the stability and precision of the palletizing system. Usually adopts welded or bolted steel structure.
Installation Method: Usually adopts a ground-fixed method, securing the base to the ground with anchor bolts. For some special application scenarios, suspended or mobile installation methods can also be adopted.
Vibration Damping Measures: To reduce the impact of vibration caused by robot movement on palletizing accuracy, vibration damping measures can be taken for the base and frame, such as using vibration damping pads and vibration dampers.
2. Working Principle
The basic working process of an automatic palletizing robot is as follows:
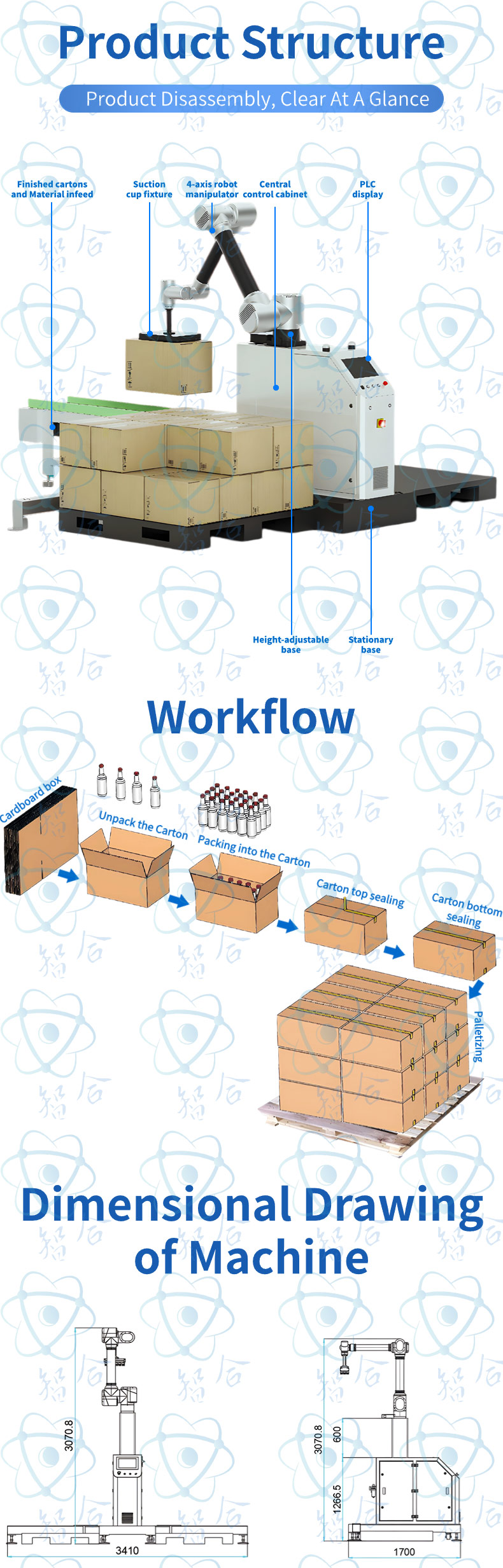
Product Conveying: Packaged products enter the palletizing station through the infeed conveyor line. After the product positioning sensor detects the product, it notifies the PLC control system.
Robot Positioning and Gripping: The PLC control system controls the robot arm to move above the product according to a preset program. The end-effector performs gripping actions (such as pneumatic gripper clamping or vacuum suction cup adsorption) based on the product type and gripping method.
Robot Movement and Placement: After the robot grips the product, it moves to the designated position above the pallet according to the preset palletizing pattern. The end-effector is controlled to release the product, placing it onto the pallet.
Repeated Palletizing: The robot repeats steps 2 and 3, stacking products layer by layer according to the preset palletizing pattern until the entire pallet is palletized.
Pallet Change: After palletizing is completed, the outfeed conveyor line transports the palletized pallet out. The pallet supply system automatically supplies a new empty pallet to the palletizing station.
Cyclic Operation: The system repeats the above steps, performing palletizing operations cyclically.
Detailed work processes may also include:
Stacking Pattern Selection: Operators select a preset stacking pattern (such as straight line type, staggered type, rotating type, etc.) in the teach pendant or host computer system. The stacking pattern determines the arrangement and number of layers of products on the pallet.
Parameter Setting: Setting palletizing parameters, such as the number of products per layer, number of layers, pallet size, product size, etc.
Origin Calibration: Before starting the robot, origin calibration needs to be performed to ensure that the robot coordinate system is consistent with the actual workspace coordinate system.
Program Running: The PLC control system executes pre-written palletizing programs to control the coordinated movement of the robot and related equipment.
Monitoring and Alarm: The system monitors the operating status of each device in real time. If there are any abnormalities or faults, alarm signals are issued in time to prompt operators to handle them.
3. Advantages and Disadvantages
Advantages:
Improve Production Efficiency: Palletizing robots can work 24 hours a day without interruption, with fast palletizing speed and high efficiency, greatly improving production line capacity.
Reduce Labor Costs: Replacing manual labor for heavy and repetitive palletizing tasks reduces labor costs and solves the problem of difficulty in recruiting workers.
Improve Palletizing Quality: Robot palletizing has high precision and good stability. The palletized stacks are neat, beautiful, and firm, reducing product damage during transportation.
Improve Working Environment: Liberating workers from harsh, repetitive, and heavy working environments improves workers’ working conditions and reduces labor intensity.
Enhance Corporate Image: Automated palletizing systems represent advanced production technology and management level, which helps enhance the company’s modern image and market competitiveness.
Flexible Production: By changing end-effectors and adjusting palletizing programs, it can quickly adapt to palletizing needs of different products and stacking patterns, achieving flexible production.
Safe and Reliable: Equipped with a complete safety system to ensure the safety of operators and equipment and reduce the incidence of safety accidents.
4. Application Areas
Automatic palletizing robots are widely used in various industries, especially suitable for large-scale, high-efficiency production line end palletizing operations:
Food and Beverage Industry: Palletizing of beverages (bottled, canned, boxed), food (boxed, bagged, boxed), beer, milk, cooking oil, and other products.
Pharmaceutical and Chemical Industry: Palletizing of medicines, chemical raw materials, pesticides, fertilizers, and other products.
Logistics and Warehousing Industry: Palletizing and sorting of e-commerce packages, express packages, warehouse goods, and other products.
Building Materials Industry: Palletizing of cement, bricks, tiles, floors, gypsum boards, and other products.
Home Appliance Industry: Palletizing of home appliance products such as televisions, washing machines, refrigerators, and air conditioners.
Daily Chemical Industry: Palletizing of daily chemical products such as laundry detergent, shampoo, cosmetics, and tissues.
Electronics Industry: Palletizing of electronic components, electronic products, parts, and other products.
Agriculture: Palletizing of agricultural products (fruits, vegetables, grains).