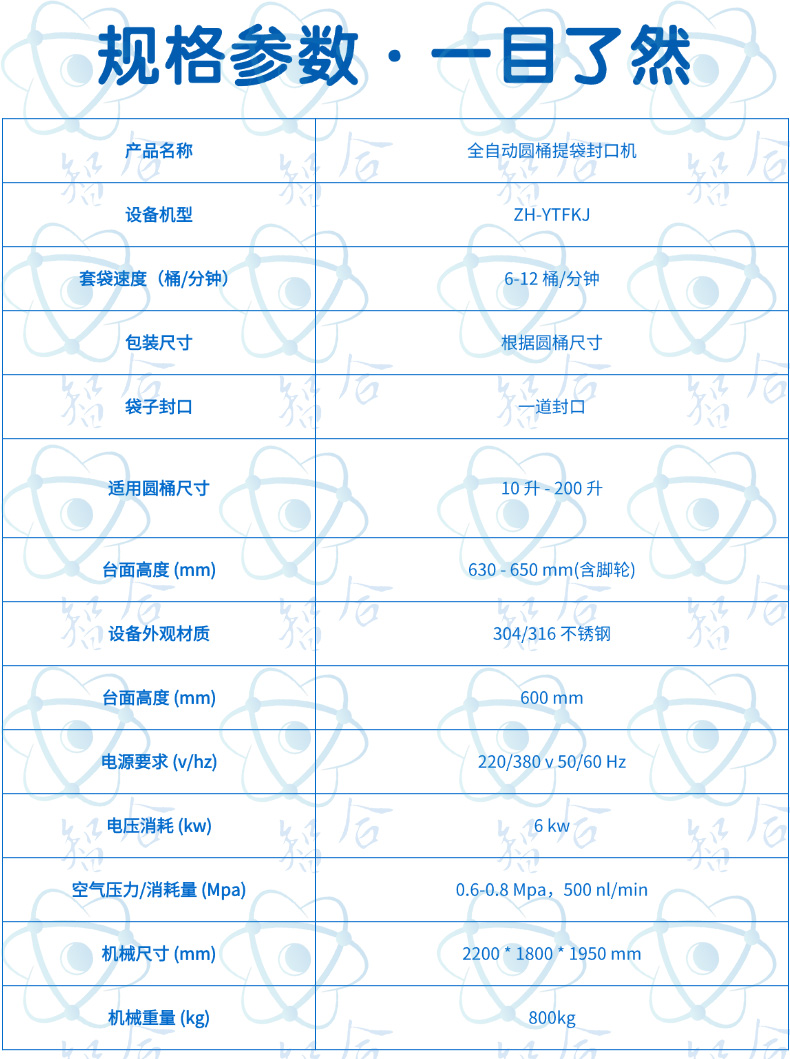


 全自动圆桶提袋封口机
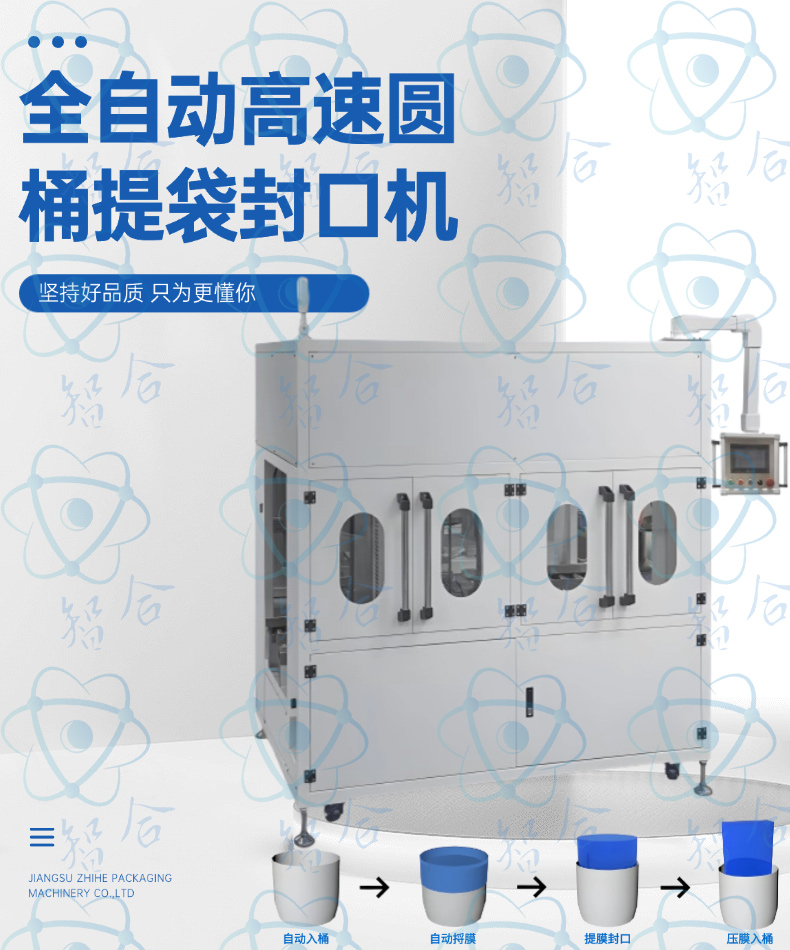
全自动圆桶提袋封口机
全自动圆桶提袋封口机,顾名思义,是用于自动化生产线上,专门针对圆桶容器(例如金属桶、塑料桶、纸桶等)内袋进行提袋封口作业的设备。 这种设备应用于需要内袋密封包装的粉末状、颗粒状、膏状、液态等物料的灌装生产线末端。 其核心功能是将预先套入圆桶内的塑料内袋袋口提起,进行密封封口,并可能包含后续的袋口处理工序,例如折叠、压平或修剪等,为产品的较终出厂包装做好准备。 全自动圆桶提袋封口机广泛应用于化工、食品添加剂、医药、颜料、润滑油等行业,对于需要严格密封、防潮、防污染的产品包装至关重要。
为了更全面地理解全自动圆桶提袋封口机,我们将从设计原理和机械结构组成两个方面进行深入的技术分析。
一、设计原理
全自动圆桶提袋封口机的设计核心在于实现对圆桶内袋袋口的自动化、稳定、高能的提袋与密封封口。 其设计原理主要体现在以下几个方面:
圆桶容器适应性原理:
设备必须能够兼容不同尺寸、材质和形状的圆桶容器,具备一定的通用性和柔性。 设计上需要考虑圆桶的定位、输送和固定,确保在提袋封口过程中圆桶的稳定性和准确位置。
可能需要可调节的机构来适应不同直径和高度的圆桶,例如可调节的导轨、定位夹具、升降平台等。
可靠的内袋提袋原理:
由于内袋是放置在圆桶内部,且袋口可能存在褶皱或不规则,因此提袋机构需要具备可靠的抓取和提升能力,确保袋口被完整、稳定地提起,且不发生滑脱或撕裂。
提袋过程需要保证袋口能够充分展开,以便后续的封口机构能够顺利进行操作。
高能密封封口原理:
封口机构需要提供稳定、可控的能量(例如热量、超声波能量)和压力,确保塑料内袋袋口能够被牢固、密封地封合,满足产品的密封性要求。
根据不同的袋材和封口要求,可以选择合适的封口方式,例如热封、超声波封口、焊接等。 需要精确控制封口参数(例如温度、压力、时间、功率等),以达到较佳封口效果。
封口过程需要高能,与整体生产线的节拍相匹配。
袋口处理多样性原理:
根据不同的包装需求,设备可能需要具备多种袋口处理功能,例如:
简单热封口: 仅对袋口进行热封,不进行后续处理。
折叠封口: 将袋口折叠后再进行热封,增强密封性或减小体积。
修剪封口: 在封口后,将多余的袋口边缘进行修剪,使包装更加美观。
压平封口: 在封口后,对封口部位进行压平处理,使包装顶部更加平整。
设备设计应具备模块化和可配置性,方便根据实际需求选择和组合不同的袋口处理模块。
自动化连续作业原理:
设备必须能够与前后的圆桶输送线、灌装机等设备无缝对接,实现连续、自动化的生产流程。
整个提袋封口过程应实现自动化控制,减少人工干预,提高生产效率和降低人工成本。
设备应具备故障自动检测和报警功能,减少停机时间,保证生产线的稳定运行。
安全易用维护原理:
设备操作界面应简洁直观、易于操作,方便操作人员进行参数设置、运行监控和故障排除。
设备设计应充分考虑安全因素,配备必要的安全防护装置,保障操作人员的安全。
设备结构设计应考虑维护保养的便捷性,方便日常维护和零部件更换,减少停机时间。
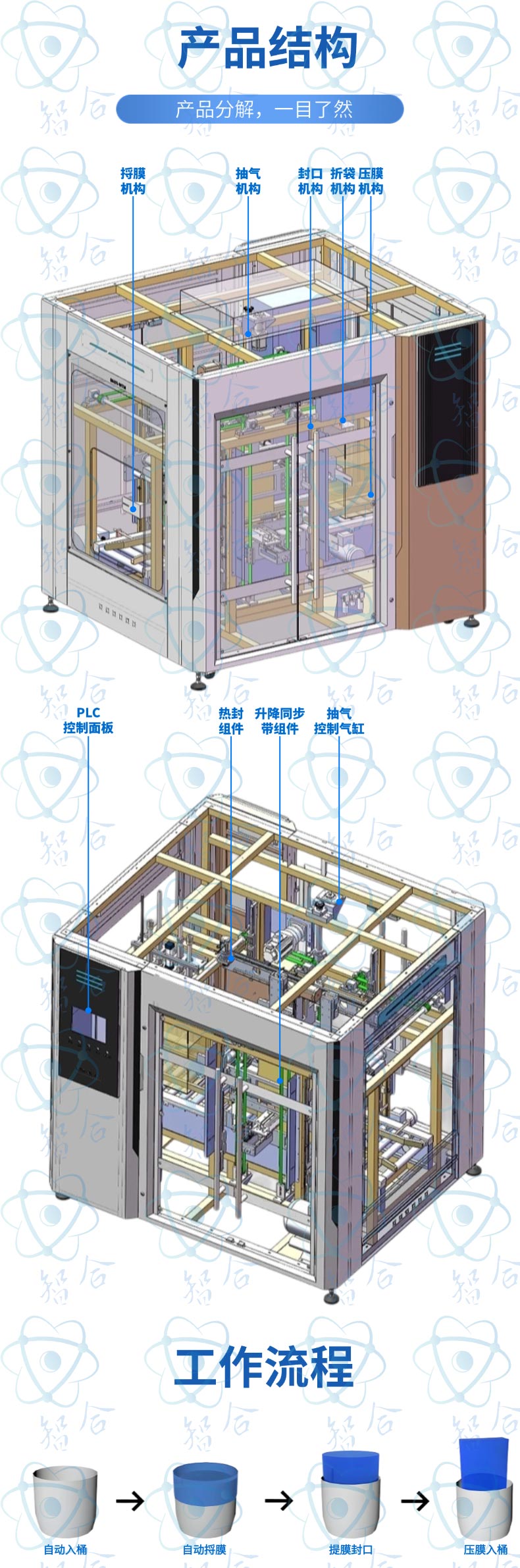
二、机械结构组成
全自动圆桶提袋封口机的机械结构,围绕着 圆桶输送与定位 → 内袋提袋 → 袋口封口 → 袋口处理 → 成品输出 等关键工序展开,由以下几个主要部分组成:
圆桶输送与定位系统:
圆桶输送线: 采用辊筒输送线、链条输送线或皮带输送线,用于承载和输送圆桶。 根据圆桶的重量和尺寸选择合适的输送方式。
圆桶定位机构: 在提袋封口工位,需要对圆桶进行精确定位,保证后续机构能够准确地对内袋袋口进行操作。 定位方式可能包括:
挡板定位: 使用气缸驱动的挡板限制圆桶的水平移动。
夹紧定位: 使用气动夹爪或夹具从侧面或底部夹紧圆桶。
锥形定位: 使用锥形定位座与圆桶底部配合,实现精确的中心定位。
圆桶到位检测: 利用传感器(例如光电传感器、接近传感器)检测圆桶是否到达预定工位,并将信号反馈给控制系统,触发后续工序。
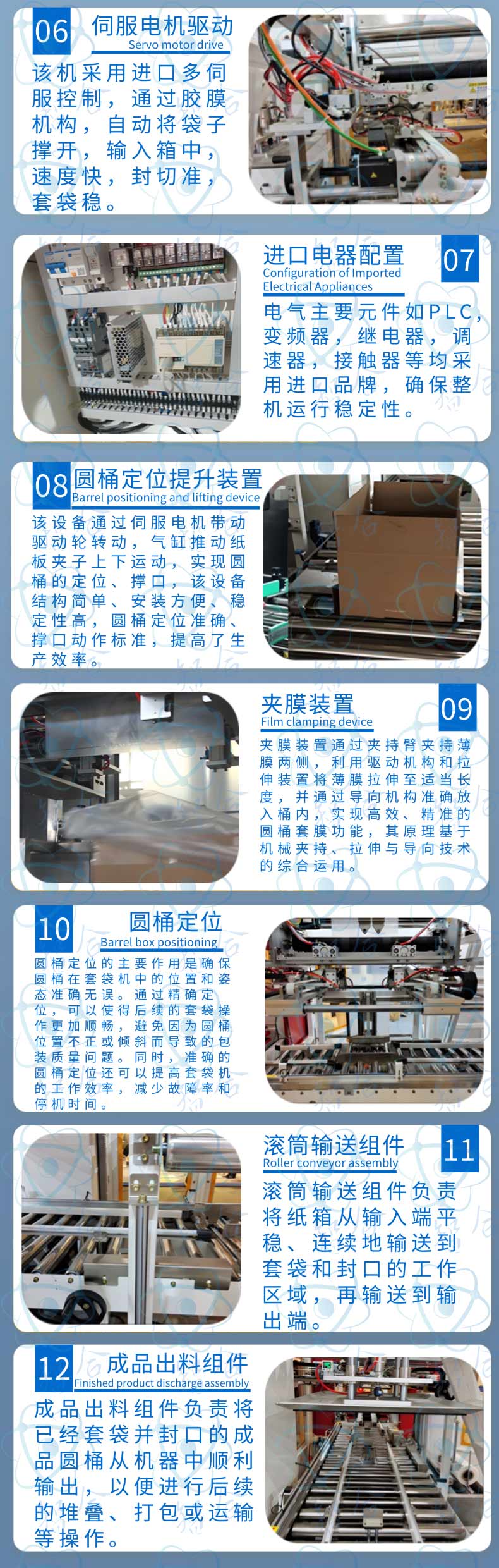
内袋提袋机构:
多爪式抓取机构: 采用多个机械爪(例如三爪、四爪)均匀分布在圆桶上方,从桶内向下伸入,同步抓取内袋袋口边缘,然后垂直向上提升。 这种方式能够更稳定地提起较大直径的袋口,且受袋口形状影响较小。
环形夹持提袋机构: 使用一个环形夹具,从圆桶上方下降,环绕夹紧内袋袋口,然后整体提升。 适用于袋口较为规则、圆形的内袋。
真空吸盘提袋机构 (适用于特定袋材): 如果内袋袋口材质允许,可以使用真空吸盘吸附袋口表面,然后提起。 可能需要配合吹气装置辅助袋口展开。
伺服驱动提升系统: 提袋机构的提升动作由伺服电机或气缸驱动,实现平稳、精确的升降运动,并可进行速度和位置控制。
袋口展开与整形机构:
气动扩口机构: 在提袋机构提起袋口后,使用气动吹气嘴向袋口内部吹入空气,辅助袋口充分展开,去除褶皱,为后续封口创造平整的表面。
机械整形机构: 利用导向环、整形板或滚轮等机械部件,对袋口边缘进行轻微的挤压和整理,使其形状更加规则,便于后续封口。 这种机构与气动扩口机构配合使用。
顶部封口机构:
热封机构: 根据不同的袋材和封口要求,可以选择以下热封方式:
脉冲热封: 通过瞬间加热和冷却实现封口,速度快,能耗低,封口强度较好。 适用于多种塑料袋材。
恒温热封: 使用持续加热的封口刀或封口带进行封口,结构简单,成本较低。 适用于对封口温度和袋材要求不高的场景。
旋转热封: 使用旋转的加热轮对袋口进行连续封口,适用于高速生产线。
超声波封口 (适用于特定袋材): 利用超声波高频振动产生的热量熔合袋口,封口速度极快,密封性好,但可能对某些袋材适用性有限。
封口头/封口刀/封口带: 与袋口直接接触的封口部件,材质、形状和尺寸根据封口方式和袋口尺寸定制。
压合机构: 提供封口时所需的压力,采用气缸驱动的压板、压辊或柔性压头,确保封口头与袋口紧密贴合,实现均匀、牢固的封口。
温度/功率控制系统: 精确控制封口温度(或超声波功率)、压力和封口时间等参数,保证封口质量的稳定性和一些性。
袋口处理机构 (可选,根据需求配置):
折叠机构: 如果需要对袋口进行折叠,可以配置机械折叠臂、折叠板或折叠滚轮等机构,将袋口折叠成预定的形状(例如单折、双折、多重折叠等)。
压平机构: 对封口后的袋口进行压平处理,可以使用压板、压辊或皮带压合机构,使其表面平整,降低高度。
修剪机构: 如果需要修剪多余的袋口边缘,可以配置旋转刀具或剪切机构,对袋口进行精确修剪,保证包装美观性。 修剪后的废料需要配备废料收集系统。
成品输出系统:
成品输出输送线: 将完成提袋封口和袋口处理的圆桶容器输送到后续工序(例如贴标、码垛等)或收集区域。 采用辊筒输送线或链条输送线。
自动卸桶机构 (可选): 对于较重的圆桶,可以配置机械手臂或气动卸桶机构,自动将圆桶从输送线上卸下,并放置到指定位置。
控制系统:
PLC (可编程逻辑控制器): 作为设备的控制核心,负责协调和控制各个机构的动作,实现自动化运行。
HMI (人机界面/触摸屏): 用于参数设置、运行监控、故障显示和报警等操作。 操作界面应友好、直观。
传感器系统: 各种传感器(例如光电传感器、接近传感器、压力传感器、温度传感器等)实时监测设备运行状态,并将数据反馈给PLC,实现闭环控制和故障检测。
驱动系统: 包括电机、伺服电机、步进电机、气缸、电磁阀等,驱动各个机械机构精确、协调运动。
机架与安全防护系统:
高强度机架: 作为设备的支撑骨架,采用型钢或焊接框架结构,保证设备的稳定性和刚性。
安全防护罩/门: 为了保障操作人员的安全,设备配备封闭式安全防护罩或安全门,隔离危险区域。 安全门上配备安全联锁装置,打开安全门设备会自动停止运行。
急停按钮: 方便操作人员在紧急情况下快速停止设备运行。
总结
全自动圆桶提袋封口机是一套集成了精密机械、电气控制、气动执行和多种封口技术的复杂自动化设备。 它需要根据圆桶容器的特性和内袋包装的具体需求进行定制化设计和配置。 理解其设计原理和机械结构组成,有助于用户更好地选择、使用、维护和优化设备,提升圆桶产品内袋包装的效率、密封性和自动化水平。